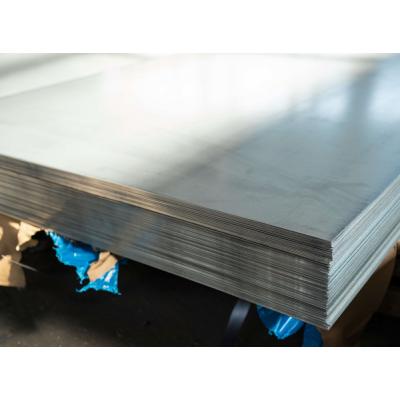
Листовой горячекатаный прокат
Горячекатаные листы металла считаются одними из самых популярных и известных материалов. Применяются как индивидуально, так и для разработки составляющих и конфигураций. Такие листы используются в различных производственных сферах, располагаясь на значимой по объемам позиции.
Изготавливают металлические горячекатаные листы на специальных предприятиях, прокатывая стальную заготовку на станах.
Технология горячей прокатки
Для разработки рассматриваемых нами продуктов используются специальные слябы, напоминающие огромные плиты толщиной 75-600 мм и шириной от 2 до 500 мм. Чтобы подготовить заготовки, берут стандартную углеродистую и легко легированную сталь. Как правило, металлургическое предприятие имеет персональное производство заготовок, создаваемых при помощи таких методик, как прокатка либо непрерывное литье.
Если же слябы на прокатные станы направляют посторонние разработчики, до запуска процесса их сперва прогревают до диапазона от 1100 до 1300 °C. Цель – придать материалу большую пластичность. На этот критерий влияют технические параметры стали.
Ключевые условия к заготовкам, применяемым для разработки горячекатаных листов:
-
100%-е соответствие прописанным критериям;
-
должны быть исключены любые примеси, если они не входят в материал;
-
у структуры изделия должны отсутствовать раковины и трещины.
Если каждое из вышеперечисленных условий выполнено, слябы можно обрабатывать дальше. Как только достигнута нужная температура, их отправляют на прокатный стан. Речь идет об особенной технике с валками, благодаря которым и раскатывают сталь. Любой проход между валками приводит к снижению толщины заготовки до обозначенных размеров. На эту процедуру часто уходит 2-3 этапа. Как только необходимый показатель достигнут, проставляют разметки и режут металл по зафиксированным направлениям.
Чтобы резать подготовленные листы, пользуются специальными ножницами (они имеют гильотинный тип). Как только листы остынут, с них убирают окалину, появившуюся в ходе проведения процедуры.
Поскольку разрушительные действия в период охлаждения подготовленных изделий не отслеживаются, изучаемые нами материалы применяются там, где размер и гладкость покрытия необязательно должны быть точными показателями. Листы распределяют по степени шероховатости покрытия, несущественным закруглениям на углах листов, маленьким несостыковкам по толщине, которые возможны при усадке в момент охлаждения.
Если это необходимо, проводят термическую обработку, главная задача которой – исключить напряжение в металле (оно проявляется в момент осуществления горячей прокатки).
ГОСТ листового горячекатаного проката
Рассматриваемые нами материалы изготавливаются с учетом специальной нормативной документации – все зависит от того, какими методиками пользуются при их разработке и для чего они необходимы.
ГОСТ 19903-2015
Условия этого акта фиксируют сортамент, другими словами, габариты листов и потенциальные отклонения по ним. ГОСТ учитывается для листового проката с шириной от 500 мм и так далее. Изделия создают в форме листов с толщиной от 0,4 до 160 мм либо в формате рулонов (их толщина должна укладываться в диапазон от 1,2 до 12 мм).
ГОСТ 16523-97
Этот документ контролирует разработку материалов из углеродистых разновидностей стали общего назначения стандартного и улучшенного качества. Изделия с шириной от 500 мм и более, толщиной до 3,9 мм. Это всегда либо листы, либо рулоны.
Горячекатаный прокат подразделяется на классы по критерию отделки покрытий:
-
улучшенная отделка — III;
-
стандартная отделка — IV.
ГОСТ 17066-80
Этот документ фиксирует производственный процесс горячекатаной стали из конфигурационных сплавов низколегированного типа, с толщиной в диапазоне от 0,5 до 3,9 мм, шириной от 500 мм. Изготовленные изделия отправляют в рулонах либо листах.
Прокат, отвечающий изучаемому нами ГОСТу, всегда содержит в основе сталь: 14ХГС, 14Г2, 10ХНДП, 09Г2, 15ХСНД, 9Г2Д, 12ГС, 09Г2СД, 16ГС, 10ХСНД, 17ГС, 09Г2С, 10Г2С1, 10Г2С1, 10Г2С1Д, 15ГФ.
ГОСТ 14637-89
Критерии относятся к толстолистовым горячекатаным изделиям, для создания которых пользуются углеродистой сталью стандартного качества. Диапазон ширины от 500 мм и более, толщины от 4 до 160 мм (если это листы), толщины от 4 до 12 мм (если это рулоны).
Для производственного процесса применяются такие разновидности стали, как: Ст0, Ст2пс, Ст2сп, Ст2сп, Ст2кп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс.
ГОСТ 1577-93
Все требования относятся к толстолистовой и широкополосной горячекатаной продукции, созданной из специальной высококачественной стали (легированного и нелегированного типа). Если это листы, толщина будет от 4 до 160 мм, если рулоны – от 4 до 12 мм.
Изделия разрабатывают из стали: 08кп, 08пс, 08Ю, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 60Г, 70Г, 15Г, 20Г, 30Г, 40Г, 50Г, 10Г2, 35Г2, 20Х, 30Х, 38ХА, 40Х, 45Х.
ГОСТ 5520-2017
Утвержденные критерии на прокат, в состав которого входит углеродистая, легированная и низколегированная сталь, применяемая в ходе создания котлов и сосудов, работающих под давлением.
Какая сталь применяется: 15К, 16К, 18К, 20К, 22К, 09Г2С, 16ГС, 10Г2С1, 17ГС, 17Г1С, 12Х1МФ, 12ХМ, 10Х2М.
Применение стальных горячекатаных листов
Листы стали, создаваемые благодаря горячей прокатке, особенно популярными в тех промышленных сферах, где нуждаются в сложных и дешевых конструкционных составляющих:
-
для создания шовных труб с разным диаметром;
-
для разработки корпусных частей судов речного и морского типа, а еще структур, гарантирующих прочность конфигураций;
-
в разных промышленных сферах;
-
для процесса стандартного легирования, с помощью листов создают емкости и резервуары;
-
как заготовки для создания холоднокатаных изделий, используемых в сфере строительства;
-
для создания товаров народного пользования.
Сталь 10ХСНД относится к конструкционным, предназначенным для изготовления металлоконструкций и механизмов.
Основные отрасли ее применения следующие:
-
Строительство. Сварные и несварные конструкции, крупногабаритные конструкции, несущие элементы зданий, мостостроение (арки и пролеты мостов).
-
Машиностроение. В основном применяется для производства механизмов тяжелой строительной и дорожной техники, а также лесозаготовительных машин.
-
Производство горнодобывающей техники. Из стали 10ХСНД изготавливаются ковши и детали ковшей.
-
Производство отходоперерабатывающей техники. Шредерные ножи, футеровки, гидравлика.
Конструкционная сталь С355, слабо легированная кремнием и марганцем, оказывается вполне привлекательным решением для многих фирм. Ее применяют очень широко — и в машиностроении, и в энергетике, и в строительстве мостов, и в металлургии, и в других сферах.
Также этот прокат подходит для выработки:
-
теплообменных устройств;
-
насосов;
-
фланцевых компонентов;
-
промышленных вентиляторов;
-
важных опор в промышленности и строительстве;
-
транспортных контейнеров;
-
цистерн общего назначения (применение при стандартных условиях эксплуатации);
-
труб, используемых в газопроводах и нефтепроводах.
Достоинства и недостатки стального горячекатаного проката
У изделий этой разновидности есть свои преимущества над иной схожей продукцией:
-
Отличный показатель качества итоговых товаров. Они идеально сочетаются с разными целями – допустим, с разработкой сложных конфигурационных элементов.
-
Все изделия разной толщины и формы.
-
Металл стал более пластичным – это хорошо для некоторых отраслей использования. Но прочность хуже не стала.
-
По соотношению «цена – качество», достаточно выгодно – расходы на разработку горячекатаных листов не такие высокие, как на холоднокатаные.
К минусам относятся:
-
Исключена разработка достаточно тонких листов.
-
Процесс проката сопровождается появлением окалины на покрытии.
-
Неодинаковая толщина по всему периметру листа – то есть, невозможно применение характеристик продукции там, где требуется придерживаться четких параметров.
-
Если листы изогнуты, возможно, образование трещин.
При этом имеющиеся минусы перекрываются благодаря вспомогательной небольшой обработке – речь идет о шлифовке, травлении, пескоструйной обработке, нанесении на покрытие специальных составов, отвечающих за защиту.